ART continues to update the Metaltek XB1200 CNC beam coping machine, making it even more productive and versatile.
Traditionally, beam coping has been done manually by marking the dimensions for coping on the workpiece as per the drawings and then manually cutting out the cope from the steel beam using oxy-fuel gas torch. This method leaves a rough cut requiring considerable chipping & grinding to improve the finish.
Coping machines provide high speed and quality, eliminating all the drawbacks of manual coping. While there are many different machines from well-known overseas manufacturers on the market, Brisbane-based Advanced Robotic Technology (ART) has studied the needs of every steel fabrication shop in Australia, from small to large, in order to develop an automated, versatile machine, giving steel fabricators around the country a competitive edge; not only by creating an efficient automated machine made by ART in Brisbane, but also by offering local service and support.
“We developed the Metaltek XB series to answer the need for fully-automated structural steel processing in one machine,” company Director David White explains. “To eliminate as much manual labour as possible we included full material handling and all functions are automated and simple to operate. The whole machine is designed to reduce labour and double handling while increasing productivity and profits.”
 With a footprint of 3750 x 3600 mm, Metaltek XB offers full 4-sided plasma processing for the steel fabrication industry, advanced CNC robotics, high-definition plasma cutting and in-house developed user-friendly software and control interface. Moreover, 3-axis material handling conveyor systems and cross-transfer conveyors for load and unloading eliminates a large percentage of lifting, flipping and moving of steel members between machines. The operator simply prepares the next length of steel for loading while the previous one is cutting. A tick box on the touchscreen lets the controller know that the next length is ready to load.
With a footprint of 3750 x 3600 mm, Metaltek XB offers full 4-sided plasma processing for the steel fabrication industry, advanced CNC robotics, high-definition plasma cutting and in-house developed user-friendly software and control interface. Moreover, 3-axis material handling conveyor systems and cross-transfer conveyors for load and unloading eliminates a large percentage of lifting, flipping and moving of steel members between machines. The operator simply prepares the next length of steel for loading while the previous one is cutting. A tick box on the touchscreen lets the controller know that the next length is ready to load.
The drawbridge is able to extend 2.5 metres into the cutting envelope to support the material, clamp and draw for hitch feeding, and roll out the finished part. The drawbridge feed and synchronised rollers are both servo controlled to ensure highly-precise material feeding. The CNC controller can also automatically feed the next piece of material from the cross-feeds onto the in-feed roller conveyor for automatic cutting.
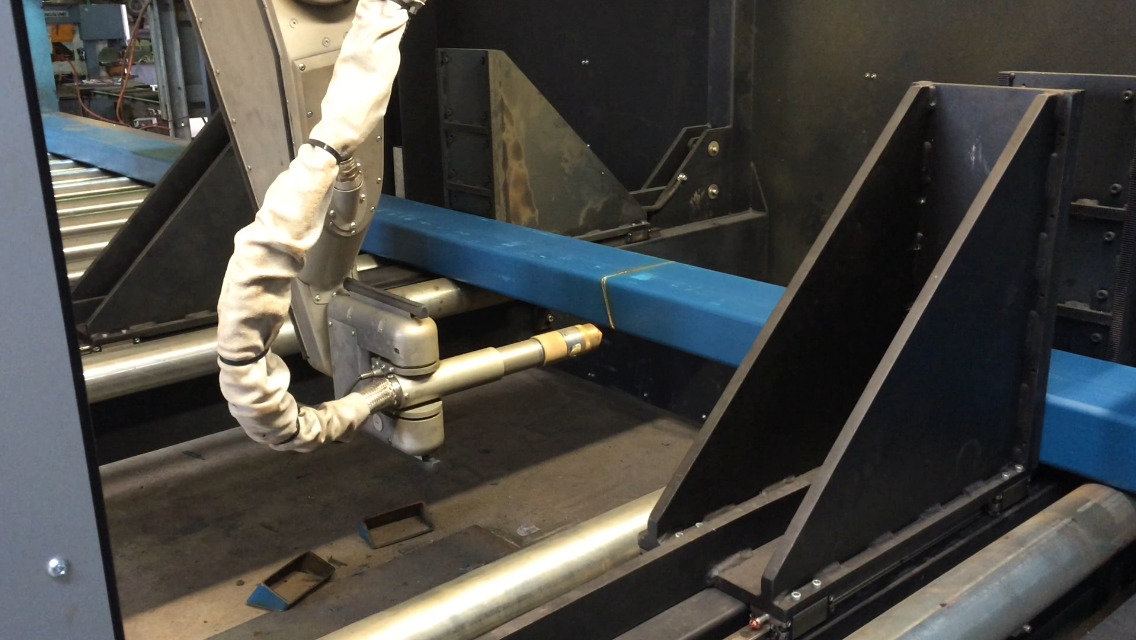
Inside the cell work area, the machine automatically senses material dimensions, and an extra-articulated robotic arm performs the desired cuts, even underneath the beam. In conjunction with the gantry system, the arm achieves unparalleled reach.
Cutting profiles, plates and pipes
Since its introduction in 2013, the ART team set out to add a huge array of extra functionality that would enhance the productivity of the Metaltek XB 1200. Originally designed to cut all four sides of square tube as well as etch marking underneath beams and channels, the machine now comes with the ability to process pipe efficiently up to 1000mm diameter and a wall thickness of up to 32 mm. Full weld preps are easy to perform, as well as any style of holes, notching, slots, mitres, frog mouths, complex branches etc. There is no limit to the length of pipe that can be processed.


Additionally, the XB1200 can automatically load and process plate right alongside other profiles using interchangeable shuttle tables. The plate is loaded onto a pallet style carrier that is queued up on the in-feed conveyor. The plate is then automatically loaded, cut, then unloaded automatically. Different thickness plates can be set up on multiple pallets. If only a few parts are needed then the plates can be stored on the pallet. New parts can be added to the nest and the plate can be reloaded later to cut a few more posts from the plate remnant.
Of course, the machine efficiently processes hot and cold rolled structural steel profiles, including RHS, SHS, UB, UC, PFC, TFC, EA and UA, with maximum beam cross sections of 1220 x 610 mm. All copes, mitres, square cuts, slots and holes can be cut automatically. Full bevel weld preps can be applied to all surfaces including underneath. Plasma etch marking is also a standard feature for skilled welding instructions, part numbers, alignment marks etc.
Cutting directly from any 3D CAD program, no special software needed
We are all creatures of habit, so being forced to learn new specialised steel software to generate machine-oriented NC1 files can be a nuisance. ART has eliminated this hurdle; the Metaltek XB1200 now cuts structural steel and pipe directly from any 3D CAD program using 3D solid and mesh files such as .stp, .iges, .stl, .obj and others. Additionally, the machine supports .dxf files of simple 2D CAD drawings, which can be loaded into the machine and nested alongside NC1 files.
Enhanced cutting performance
For improved rigidity and cutting performance, ART improved the machine’s robotic arm. The twin bearing wishbone style arm joints were implemented with great success which enabled faster more aggressive movements and consistent positioning. Larger zero backlash robotic gearboxes were chosen as were larger brushless AC servomotors with absolute encoders for better performance.

The robotic arm in combination with HyPerformance technology by Hypertherm combined with ART’s machine motion control systems and software, takes plasma cutting to a whole new level.
The Metaltek XB1200 features a Hypertherm HPR260XD plasma power system, which gives precision at unprecedented speed, yet extends consumable life beyond competing plasma systems. Automatic surface tracking along with the ART 3D motion controller ensure accurate pierce and cut heights. The bevel torch head can achieve up to +/-50° on all faces, while ART recommends a maximum cutting bevel of 45°.
More information www.metaltekcnc.com
Air Booster & Regulator
Low or variable air pressure affects cut quality and shortens consumable life. ART's Booster & Regulator System provides consistent air pressure over and above the shop air supply.
Read moreBuilt-in WiFi networking
The controller easily connects into your existing WiFi network for downloading job files. Also supports remote access and diagnostics for the ART service team.
Read moreCamfil Fume Extraction & Filtration Unit
Fume Extraction is essential for workplace health and safety, as well as the comfort of staff. The reverse pulse cleaning system ensures maximum performance.
Read moreHeavy duty AC servo drives
Coupled with precision planetary gearboxes provide fast positioning. Hardened and ground helical rack and pinion provides smooth motion with excellent edge finish on machining.
Read moreRefrigerated Air Dryer
Any moisture in the air supply will erode the plasma consumables very quickly. It is a requirement of the plasma system manufacturers to supply clean dry air.
Read moreWireless pendant controller
Allows the operator to get close to the action for optimal view during manual operations, or even stop the machine remotely from anywhere in the factory. Works in conjunction with touchscreen.
Read more